青島世(shì)創(chuàng)波紋機械有限公司的預應(yīng)力波紋管設備(bèi)產出的預應力波紋管,具(jù)有高強度、高韌性、耐腐蝕、耐高溫、絕緣電阻高、阻燃性好、質量輕、壽命長、不易變形,可以穿電線等多種優點,該波紋(wén)管已廣泛應用於高速公路立(lì)交橋(qiáo)、高架橋、鐵路橋梁等混(hún)凝土工程。那預應力管材設備開機前都要做哪些檢查呢?以下為您詳(xiáng)細解答。
解預應力管(guǎn)材設(shè)備開機前如何(hé)操作")
1.開機(jī)前(qián)須先通冷卻水機組,機電維修班向生產線提供所需的冷卻水、壓縮空氣和電。
2.打開(kāi)生產線的主電源開關,檢查生產線的擠出機、自動上料係統(tǒng)、真空泵、水泵、牽引機(jī)等電源供應是否正常。
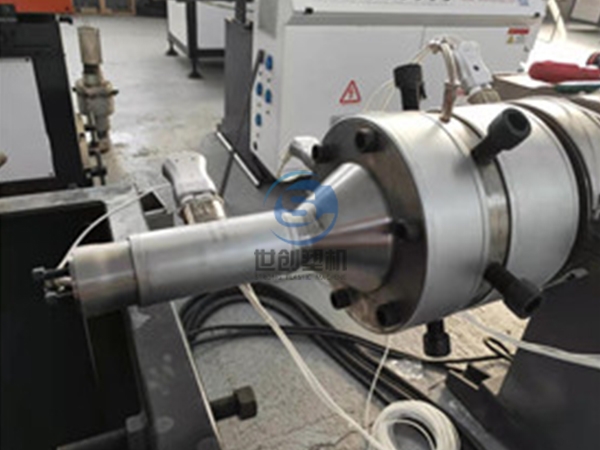
3.按所生產管材(cái)規格,裝好口模、芯模、定徑套、密封盤、密封墊(diàn)、切割機等組(zǔ)件。
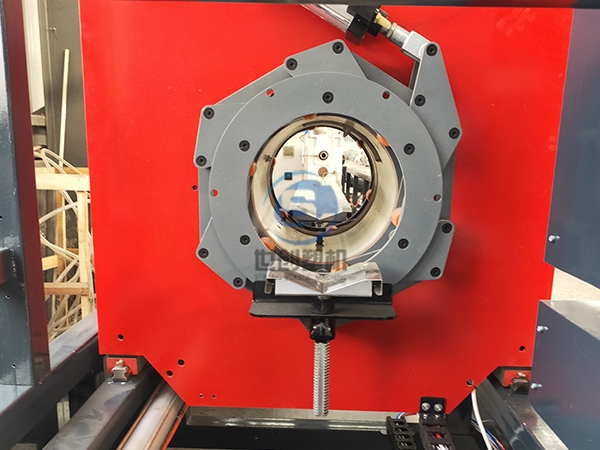
4.調(diào)整好其真空定型機(jī)、噴(pēn)淋箱上下位置。
5.將牽引管推入設備中(牽引(yǐn)管使用比要生產規格小一個口徑的(de)管材)注意(yì)放置牽引管(guǎn)時,不可強行推入,以免撞壞,鋸割小口徑(jìng)牽引管(guǎn)粘接(jiē)斜口,大口徑管材則采用對接將牽引管鋸成與軸線垂直。
6.真空冷(lěng)卻箱加水至規定位置,檢查(chá)各浮球閥是否控製良好和各強製進水、排水電磁閥是否靈敏,將各水溫(wēn)控製儀調至溫度(25℃左右)
7.真空定型機(jī)應將各旁通道路關閉,各主管路通水、關閉各手動排水閥,查各供水、排水的開關(guān)是否打到正常位置。
8.打開主(zhǔ)機,設定工藝溫度,開啟溫控,主機進(jìn)行升溫,溫度設置:加(jiā)料段170℃-180℃,壓縮段180℃-200℃,均化段(duàn)190℃-210℃,模頭190℃-220℃,溫度可根據(jù)生產(chǎn)產品情況而適當調節(jiē)。
9.溫度達到設定(dìng)溫度以後要保溫30分鍾以(yǐ)上(shàng)方可開機。
10.當模頭(tóu)裝上擠出(chū)機時,用測力扳手按(àn)規定的力(lì)矩將螺(luó)母擰緊,當設(shè)備被加熱到加工溫度後,將螺母再次擰緊(jǐn),在裝螺母時均加上高強(qiáng)度的墊(diàn)圈。當擰緊螺母(mǔ)時應逐個擰緊對角線上的螺母,擰螺母時不要 用力過猛(měng)。
11.調整口模(mó)與芯(xīn)模間隙一致,調(diào)整口模與定徑水套(tào),使二者在同一軸線。
12.根(gēn)據生產需要將對應的原材料加入到(dào)料(liào)鬥中。
預應力管材設備開機前如何(hé)操作(zuò)")
做完以上準備工作以後,預(yù)應力管材(cái)設備就基本(běn)可以開機生產了。